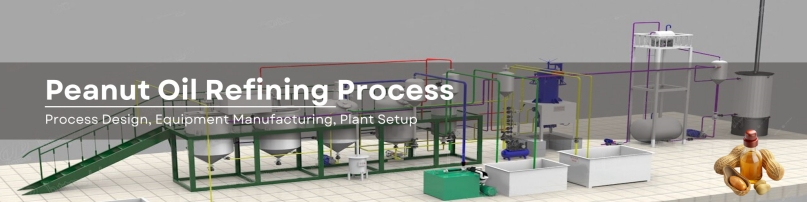
Groundnut Oil Refinery Plant Setup Design
(The image shows a 3D design drawing of a mini 1-3TPD oil batch refinery.)
Peanut oil has always been regarded by consumers as synonymous with “strong aroma and high nutrition.” However, without a scientific peanut oil refining process, even cold-pressed crude oil may still contain phospholipids, free fatty acids, pigments, and undesirable odors. These factors not only affect clarity and taste but also directly determine shelf life and market positioning.
For businesses planning to invest in a refinery plant or set up a peanut oil factory, understanding the complete refining process from crude oil to finished oil is a key step in quality control, cost management, and market competitiveness. In the following sections, we break down each stage of refining process with practical factory insights and refinery equipment selection guidelines.
From Crude Oil to Refined Oil: Framework of the Peanut Oil Refining Process
If we compare peanut oil production to building a house, refining is the process from laying the foundation to final decoration. Each stage affects the final product quality. Crude peanut oil contains multiple impurities, such as gums, acids, pigments, and off-flavors. Refining is therefore divided into four essential steps: degumming, deacidification, decolorization, and deodorization, some processes also include dewaxing (for wax-containing oils such as sunflower seed oil and rice bran oil). These are not simple “filtration” methods but physical and chemical treatments designed to progressively remove impurities and produce more stable, pure oil.
| Process | Impurities Removed | Impact on Quality | Common Equipment/Methods |
|---|---|---|---|
| Degumming | Phospholipids, proteins, gums | Improves stability, prevents haze/precipitation | Water degumming, acid degumming |
| Deacidification | Free fatty acids | Lowers acid value, extends shelf life | Alkali refining, physical distillation |
| Decolorization | Pigments, trace impurities | Brightens oil appearance, improves marketability | Activated bleaching earth adsorption |
| Deodorization | Volatile odor compounds | Removes rancidity, ensures pure flavor | High-temp vacuum steam deodorization |
Request your customized refining process design—our solutions include full technical details and process data, ensuring the plan fits your raw materials, output goals, budget, and market demands.


Semi-Continuous Peanut Oil Refining Plant Design
Degumming: Removing Phospholipids for Stability
In crude peanut oil, phospholipids and proteins may seem minor, but they cause turbidity, sediment, and even emulsification. Worse, phospholipids are highly hygroscopic, which accelerates rancidity during storage.
Two main degumming methods are used:
- Water Degumming – Warm water is added, hydrating phospholipids into colloids that can be removed via centrifugation. It is simple and cost-effective but less effective on non-hydratable phospholipids.
- Acid Degumming – Adding phosphoric or citric acid converts non-hydratable phospholipids into hydratable ones for easier removal. This ensures better stability but requires corrosion-resistant equipment.
Mini refinery units often use water degumming method, while medium to large refinery plants generally use acid degumming to ensure long-term stability and export requirements.
Deacidification: Controlling Acid Value to Extend Shelf Life
Free fatty acids (FFA) in peanut oil act like “time bombs.” They cause rancid flavors, shorten shelf life, and prevent oils from meeting retail and export standards. The core target of deacidification is to reduce acid value, ensuring that refined oil maintains stability during storage.
Two mainstream methods include:
- Chemical Refining (Alkali Neutralization) – Sodium hydroxide reacts with FFA to form soapstock, which is then separated. This method is simple but causes some oil loss and requires wastewater treatment.
- Physical Refining (Steam Distillation) – FFAs are removed under vacuum with high-temperature steam. It minimizes oil loss, suits high-acid crude oil, and is more eco-friendly, though it requires higher equipment investment.
Why is lowering acid value so important? For example, an export order may require acid value ≤0.2 mg KOH/g, while crude peanut oil typically ranges from 2–6. Without deacidification, such oil cannot enter export or premium domestic markets—making this step the oil’s “passport.”
Decolorization: Improving Appearance and Market Acceptance
Core principle: Adsorption by activated bleaching earth. A small amount (0.5–2%) of bleaching earth is added to oil after deacidification. Its porous structure absorbs pigments, oxidation products, and residual impurities. After vacuum filtration, the oil becomes clear and bright. In edible oil trade, color index (measured by Lovibond scale) is a critical inspection standard, especially for international business.
Deodorization: The Final Step for Flavor Purity
Even after degumming, deacidification, and decolorization, peanut oil may still retain volatile compounds like aldehydes or ketones. Principle: Steam deodorization – Under vacuum, oil is heated to 180–240°C and treated with steam, which carries away volatiles.
Key control points:
- Temperature – Too low leaves odors; too high degrades nutrients.
- Vacuum – Higher vacuum helps remove volatiles and reduces oxidation.
- Time – Balanced to avoid excess energy use or oil loss.
Will nutrients be lost? While high heat may reduce some compounds, modern cooking oil refinery equipment controls vacuum and temperature precisely to preserve Vitamin E and other micronutrients.
Practical Advice of Choosing Right Cooking Oil Refining Equipment (Read Carefully)
Peanut oil refinery plants are generally categorized into: small batch units, semi-continuous plants, and fully continuous plants. The essential difference between the three types of peanut oil refining lies in whether the core refining operations are continuous, their level of automation, and processing capacity:

Small Vegetable Oil Refinery at Factory Price

Large Full Continuous Edible Oil Refining Plant for Sale
Small Refinery Plant
This entry-level setup is best described as a flexible and low-cost solution for processing crude oil in small batches. A typical unit handles 0.5–5 tons per day, relying on tank-type equipment and filters, with operators manually moving materials between stages. Each batch requires downtime for cleaning, which limits efficiency but makes it easy to switch oil types. Investment usually falls between USD 7,000–30,000, and the compact footprint (20–50㎡) makes it practical for local oil mills, customized specialty oil production, or small factories in remote areas. The trade-off is higher labor demand and less consistent oil quality compared to larger systems.
Medium Refinery Plant (Semi-Continuous)
For processors seeking a balance between cost and automation, the semi-continuous plant is a practical choice. Here, degumming and deacidification are carried out through a continuous transfer system, while bleaching and deodorization remain batch-based. This hybrid setup, capable of 5–50 tons per day, is typically supported by a basic PLC control system. Investment ranges from USD 70,000–280,000. Compared with small-scale plants, it delivers 30–50% higher efficiency and more stable operation, though downtime between stages and limited flexibility in switching raw materials remain challenges. Semi-continuous refining is particularly suitable for regional oil producers or mid-sized businesses aiming to upgrade capacity without the heavy cost of a full continuous line.
Large Refinery Plant (Full Continuous)
At the top end of the industry, full continuous plants represent the mainstream solution for industrial-scale peanut oil refining. These facilities integrate every refining stage into an uninterrupted process, controlled automatically through a DCS system. With capacities of 50–500+ TPD, they require advanced auxiliary systems and a significant upfront investment of USD 700,000–7,000,000. The benefits are clear: consistent oil quality, extremely high throughput (10–50 times that of small plants), and low per-unit energy and labor costs. However, the high capital threshold, difficulty in switching between different oils, and strict requirements for raw material consistency mean these plants are best suited for large grain and oil groups, port-based refineries, or flagship production bases of national brands.
Core Factors in Selecting Oil Refining Equipment
When deciding which refinery plant model to invest in, businesses should evaluate the following four core factors:
- Production Capacity: For less than 5 tons/day, choose small-scale; 5–50 tons/day, semi-continuous; over 50 tons/day, full continuous.
- Raw Material Stability: For decentralized and variable oil sources (e.g., workshops producing multiple types), small-scale is more suitable; for stable and fixed oil sources (e.g., industrial-scale production with one oil type), full continuous is recommended.
- Budget: Start-ups and small investors should opt for small-scale; medium investors aiming for efficiency and cost balance should consider semi-continuous; large capital investors seeking scale benefits should choose full continuous.
- Quality Requirements: For premium edible oils (such as cold-pressed olive oil or organic camellia oil), where batch consistency is critical, semi-continuous with fine-tuned control is recommended. For mass-market bottled oils requiring standardization and high stability, full continuous is the best option.
In summary, the three types of peanut oil refinery plants are not a matter of “advanced vs. outdated,” but rather “suitable solutions” tailored to different production scenarios. Small plants excel in flexibility and low investment, full continuous plants lead in efficiency and stability, while semi-continuous plants offer the best compromise between the two.
High-quality cooking oil refinery equipment at competitive factory-direct prices—request your personalized quote now and start your project with confidence!
We receive enquiries in English, Español (Spanish), Русский язык (Russian), Français (French) and العربية (Arabic).Our professional team will reply to you within one business day.Please feel free to contact us!
 Screw Oil Press
Screw Oil Press Small Oil Mill Plant
Small Oil Mill Plant Small Oil Refinery
Small Oil Refinery Automatic Oil Press
Automatic Oil Press Multifunction Oil Press
Multifunction Oil Press Hydraulic Oil Press
Hydraulic Oil PressMaximize Your Sunflower Oil Extraction Yield with Our Machines in South Africa Coconut Oil Extraction Machine:Small but Mighty Breaking Down the Cost of Setting Up a Small Oil Mill Plant Customized Coconut Oil Extraction Machine for Philippine Market



![[Presidential Visit] Zimbabwe 30 Tons/Day soybean oil plant for Extraction and Refinery Was Successfully Completed](/uploads/allimg/soybean-oil-plant-press-refine-business-lp.jpg)

